챕터 7. 밀링머신
챕터 7. 밀링머신
1. 밀링머신의 개요
(1) 개요
1. 다인절삭공구인 밀링커터를 주축에 고정하여 회전시키고 테이블 위에 고정한 공작물에 절삭깊이와 이송을 주어 절삭하는 공작기계
2. 주로 평면을 가공하는 공작기계이며 홈, 각도가공은 물론 불규칙하고 복잡한 면을 깎을 수도 있다.
(2) 밀링가공의 종류

2. 밀링머신의 구조와 종류
(1) 밀링머신의 구조

1) 주축
주축은 기둥 윗면에 수평으로 설치되어 있고 주축단에 아버가 고정된다.
2) 니, 새들, 테이블
니는 기둥앞면을 상하로 미끄러져 이동하며, 니위의 새들은 전후방향으로 이동, 테이블은 새들위에서 좌우로 이동함
3) 칼럼과 베이스
칼럼은 기계의 몸통을 이루는 중요한 부분으로 베이스에 장착되어있다.
4) 아버
주축에 고정하여 아버에 고정된 밀링커터를 회전시켜 공작물을 가공
5) 오버암
아버가 굽히는 것을 방지하기 위해 한쪽끝은 기둥위에 고정되어 있고, 반대편의 끝은 아버지지부가 고정되어 아버의 한쪽끝을 지지
6) 밀링머신의 크기
테이블의 이동거리를 호칭번호로 표시
(2) 밀링머신의 종류
1. 니칼럼형 : 수평식, 수직식, 만능식
2. 생산형 : 대형생산에 적합
3. 플래노형 : 대형공작물의 강력 절삭
4. 특수형 : 모방, 나사, 공구밀링머신
3. 밀링머신의 부속품 및 부속장치
(1) 밀링머신의 부속품
1) 밀링커터 고정용구
- 아버는 수평밀링머신이나 만능밀링머신에서 구멍이 있는 밀링커터를 고정시키는데 쓰임
- 아버는 오랫동안 사용해도 휘지 않고 흠집이 나지 않도록 Ni-Cr강을 열처리 후 사용
2) 밀링바이스
밀링가공에서 공작물을 고정하는데 사용
1. 수평바이스 : 공작물의 길이방향이나 그와 수직인 방향으로 공작물을 고정
2. 회전바이스 : 회전대에 의해 수평방향으로 회전시킬수 있으므로 조의 방향을 임의의 방향으로 고정
3. 만능바이스 : 수평, 수직방향의 회전대가 있어 공간의 임의방향으로 조의 위치를 조절 할 수 있어 편리
3) 회전테이블(원형테이블)
주로 수직밀링가공에서 많이 사용되는 부속품으로 수동이송 또는 자동이송에 의해 회전시킬 수 있다.
4) 분할대
1. 분할대는 밀링머신의 테이블상에 설치하고 공작물의 각도분할에 주로 사용
2. 가공물은 분할대의 주축과 심압대 사이에 센터로 지지하는 방법과 주축의 척으로 고정하는 방법이 있다.
3. 분할대의 크기 : 테이블상의 스윙으로 표시
(2) 밀링머신의 부속장치
1) 수직밀링장치
2) 슬로팅장치
3) 만능밀링장치
4) 래크밀링장치
4. 밀링커터
(1) 플레인커터
왼통 외주면에만 절삭날을 가지고 있고 평면가공에 사용되는 공구
(2) 측면커터
측면 및 원주방향에 절삭날이 있는 커터
(3) 엔드밀
정면커터와 같이 단면과 원주방향에 절삭날이 있다. 외부홈부 또는 좁은 평면 가공에 사용
(4) 정면커터
수직밀링머신에서 사용하며 넓은 평면가공에 사용
(5) 총형커터
기어의 이의 모양과 같이 공작물의 형상과 동일한 윤곽을 가진 커터
(6) 플라이커터
아버에 고정하여 사용하는 단인공구
(7) 볼엔드밀링커터
복잡한 형상의 곡면가공에 사용
(8) 메탈소
폭이 작은 플레인 밀링커터, 공작물을 절단하거나 깊은 홈가공에 사용
(9) T홈커터
밀링테이블의 T홈과 같은 가공에 사용하는 커터
(10) 각커터
원추일부의 표면에 절삭날부가 있어 공작물의 각의 절삭 및 커터, 리머홈 등의 가공, 톱날의 가공에도 이용
5. 밀링작업
(1) 상향절삭과 하향절삭

1) 상향절삭(올려깎기)
밀링커터날이 움직이는 방향과 공작물의 이송방향이 반대
1. 장점
- 밀링커터의 날이 공작물을 들어올리는 방향으로 작용하여 기계에 무리를 주지 않는다.
- 날에 가해지는 절삭저항이 점차적으로 증가하므로 날이 부러질 염려가 없다.
- 칩이 날을 방해하지 않고 절삭된 칩이 가공된 면에 쌓이지 않으므로 절삭열에 의한 치수 정밀도의 변화가 작다.
- 커터날의 절삭방향과 공작물의 이송방향이 서로 반대이고 서로 밀고 있으므로 이송기구의 백래시가 자연히 제거 됨.
2. 단점
- 커터가 공작물을 들어올리는 방향으로 작용하여 고정이 불안정하고 떨림이 일어나 동력손실이 많다.
- 커터날이 절삭을 시작할 때 재료의 변형으로 인하여 절삭이 되지 않고 마찰작용을 하므로 날의 마멸이 심하며 수명이 짧다.
- 가공면이 거칠다
- 칩이 가공할 면위에 쌓여 시야가 좋지 않음
2) 하향절삭(내려깎기)
밀링커터의 날이 움직이는 방향과 공작물의 이송방향이 동일한 방향이다.
1. 장점
- 밀링커터의 날이 마찰작용을 하지 않으므로 날의 마멸이 작고 수명이 길다.
- 공작물의 고정이 안정하며 동력손실이 적다.
- 가공면이 깨끗하다.
- 가공할 면을 잘 볼 수 있다.
2. 단점
- 커터의 절삭작용이 공작물을 누르는 방향으로 작용하므로 기계에 무리를 준다.
- 커터의 날이 절삭을 시작할 때 절삭저항이 가장 크므로 날이 부러지기 쉽다.
- 가공된 면에 칩이 쌓여 절삭열에 의해 치수정밀도가 불량해질 염려가 있다.
- 백래시 제거 장치가 없으면 가공이 곤란하다.
(2) 절삭조건
1) 절삭속도
밀링커터의 절삭속도는 커터의 바깥둘레 속도이다.
2) 이송
밀링가공에서 테이블의 이송속도는 밀링커터의 날 1개마다의 이송을 기준으로 한다.

3) 절삭깊이
1. 절삭깊이는 거친절삭과 다듬질 절삭에 따라 다르다.
2. 최대절삭깊이는 5mm이하로 하고, 5mm 이상일 때에는 2회 이상으로 나누어서 깎는 것이 좋다.
3. 다듬질 절삭일 때 절삭깊이를 너무 작게하면 날끝의 마력이 커지므로 0.3~0.5mm로 하는 것이 좋다.
(3) 분할가공
분할대를 사용하여 원통의 공작물을 필요한 수로 등분하거나 4각, 6각으로 가공할 때 쓰인다.
1) 직접분할법
주축의 선단에 고정되어 있는 직접분할판을 이용하여 분할하는 방법으로 직접분할법은 등간격으로 24등분의 구멍이 설치되어 있다.
2) 단식분할법
직접분할법으로 분할할 수 없는 수 또는 분할이 정확해야 할 때 쓰인다. 분할크랭크와 분할판을 사용하여 분할하는 방법으로
분할크랭크를 40회전시키면 주축을 1/N회전 시키려면 분할크랭크를 40/N회전 시키면된다.
3) 차동분할법
단식분하로 할 수 없는 수를 분할할 때 쓰인다.
4) 각도분할법
분할크랭크가 1회전하면 주축은 9º회전한다.
6. 기어절삭가공
(1) 기어절삭법
1) 총형공구에 의한 절삭법
2) 형판에 의한 방법(모방절삭법)
3) 창성법
4) 전조에 의한 방법
(2) 기계설계 공식
1) 스퍼기어(평기어, 표준기어)

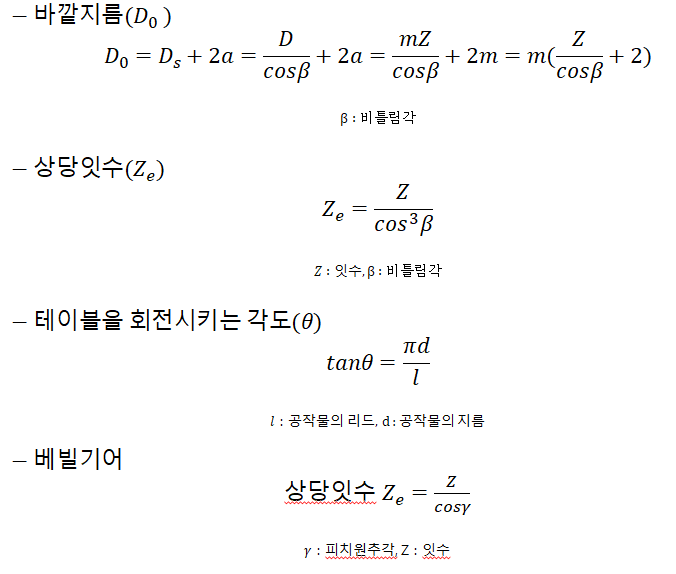
2) 헬리컬기어
7. 브로칭
(1) 개요
수많은 절삭날을 가진 브로치라고 하는 공구로서 필요한 형상으로 가공하기 위하여 인발 또는 압입하여 절삭작업을 하는 방식이다.
(2) 특징
- 브로칭 절삭속도는 강의 경우 3m/min정도로서 다른 공작법에 비해 아주 느리다.
- 1회의 통과(절삭)운동에 의하여 가공을 완료하므로 작업시간이 매우 짧다.
- 다듬질면은 매우 깨끗하고 균일한 것을 얻을 수 있다.
- 브로치의 제작이 매우 어렵고 고가여서 다량생산에만 이용
- 어려운 가공도 단시간내에 가공할 수 있다.
'기계일반 > 기계공작법' 카테고리의 다른 글
| 드릴링머신과 보링머신 문제 (0) | 2020.04.19 |
|---|---|
| 밀링머신 문제 (0) | 2020.04.15 |
| 선반가공 문제 (0) | 2020.04.13 |
| 챕터 6. 선반가공 (0) | 2020.04.12 |
| 절삭이론 문제 (0) | 2020.04.11 |