챕터 6. 선반가공
챕터 6. 선반가공
1. 선반의 개요
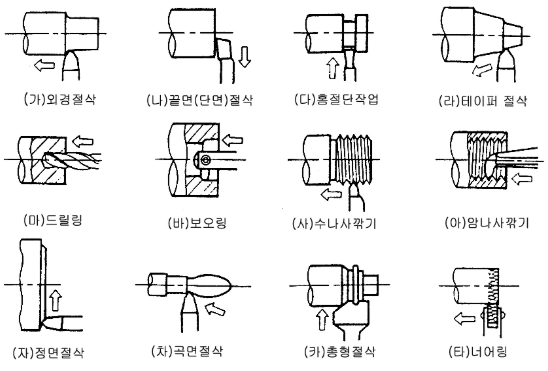
(1) 선반 작업의 종류
선반은 주축에 고정한 공작물의 회전과 공구대에 설치된 바이트의 직선운동에 의해 공작물을 절삭가공하는 공작기계
(2) 선반의 종류
1) 보통선반
공작기계의 기본적인 구조와 기능을 가진 대표적인 공작기계로서 작업의 범위가 넓다. 그 구성은 주축대, 심압대, 왕복대, 베드
2) 탁상선반
작업대에 설치하여 사용하는 소형선반
3) 정면선반
길이가 짧고 지름이 큰 일감을 깎는데 사용하는 것으로 주축대에는 지름이 큰 편판이 설치되어 있으며 왕복대는 주축중심선과
직각으로 왁복하며 베드위에 놓여있다.
4) 수직선반
척을 수평면에 수직으로 설치한 선반으로 공작물의 장착과 탈착이 편리하다.
5) 터릿선반
보통선반의 심압대 대신에 터릿을 장치하여 여기에 여러가지 절삭공구를 공정순서대로 고정하여 작업하는 것
6) 자동선반
캠이나 유압기구를 이용하여 핀, 볼트, 시계, 자동차 등의 부품가공을 자동화 한 대량생산용 선반
7) 모방선반
자동모방장치를 이용하여 모형이나 형판에 설치된 트레이서가 움직이면 바이트도 함께 움직임으로서 모형이나 형판의 외형과
동일한 형상의 부품을 자동으로 가공하는 선반
8) 다이선반
공구대에 여러개의 바이트가 부착되어 이 바이트 전부 또는 일부가 동시에 절삭가공을 하는 선반
9) NC선반
수치제어선반으로 가공에 필요한 절삭조건을 수치적인 부호로 변환시켜 청공테이프 또는 카드에 기록하고 컴퓨터의
정보처리회로와 서보기구를 이용하여 정보화하고 공구와 새들을 제어시켜 자동적으로 절삭이 이뤄지도록 만든 선반
(3) 선반의 크기 표시방법
1. 베트뒤의 스윙
2. 왕복대 위의 스윙
3. 주축대와 심압대 양센터 사이의 최대거리
4. 베드의 길이
2. 선반의 구조

(1) 주축대
주축대는 베드의 윗면 위쪽에 고정된 부분으로 주축, 베어링 및 주축속도변환장치로 구성되어있다.
주축의 동력전달은 주로 기어전동방식이다.
(2) 심압대
심압대는 베드 윗면의 오른쪽에 설치하여 공작물의 길이에 따라 임의의 위치에 고정할 수 있으며 공작물을 주축과 심압대 사이에 고정하여 센터 작업을 할 때 이용
(3) 왕복대
왕복대는 새들, 에이프런, 복식공구대, 공구대로 구성되어 있으며, 베드위에서 바이트에 가로이송 및 세로 이송을 한다.
(4) 베드
베드는 선반의 모체로서 주축대, 심압대, 왕복대 등을 올려놓을 수 있는 구조로 되어있다.
3. 선반의 부속공구 및 장치
(1) 척
선반의 주축단에 부착되어 공작물을 고정하고 회전하는 부속품으로 척의 크기는 척본체의 바깥지름으로 표시
1) 단동척
4개의 조가 각각 단독으로 움질일 수 있어 불규칙한 일감을 고정하는데 편리하게 되어있다.

2) 연동척
만능척으로 스크롤척이라고도 하며 3개의 조가 동시에 움질이도록 되어있어 원형, 정삼각형의 공작물을 고정하는데 편리하다.

3) 복동척(양용척)
단동척과 연동척의 두가지 작용을 할 수 있는 것으로 조를 개별적으로 조절할 수 있으며, 전체를 동시에 움질일 수 있는
렌치장치가 있다.
4) 마그네틱척
원판안에 전자석을 설치하여 전류를 흘려보내면 척이 자화되어 공작물은 표면에 흡착된다.
5) 콜릿척
터릿선반이나 자동선반에서 지름이 작은 공작물이나 각봉을 대량으로 가공할 때 사용
6) 압축공기척
압축공기를 이용하여 조를 자동으로 움직여 공작물을 고정하는 척
(2) 면판
1. 척으로 고정할 수 없는 큰 공작물이나 불규칙한 일감을 고정할 때 사용
2. 면판은 돌림판과 비슷하지만 돌림판보다 크며 공작물을 직접 또는 앵글플레이트등을 이용하여 볼트로 고정
(3) 방진구
방진구는 가늘고 긴 공작물이 절삭력과 자중에 의해 휘거나 처짐이 일어나는 것을 방지하기위한 부속 장치
- 고정방진구 : 공작물의 중앙부를 120º간격으로 배치된 조로 지지하여 작업
- 이동방진구 : 왕복대와 함께 이동하며 공작물을 2개의 조로 지지
(4) 센터
보통 강으로 만들며 센터끝의 각도는 보통 60º이나 대형공작물에는 75º, 90º의 것이 사용된다.
1. 회전센터 : 주축에 설치하여 주축과 같이 회전
2. 정지센터 : 심압대축에 끼운 센터로 정지해 있다.
3. 하프센터 : 끝면 깎기에 쓰임
4. 베어링센터 : 센터끝이 공작물과 함께 회전하므로 공작물과의 회전마찰이 없다.
5. 파이프센터 : 구멍이 큰 공작물을 지지할 수 있도록 제작된 센터
(5) 센터드릴
공작물에 센터의 끝이 들어가는 구멍을 뚫는 드릴, 크기는 공작물의 지름에 따라 정한다.
(6) 돌림판과 돌리개
- 돌림판과 돌리개는 센터작업시 주축의 회전을 공작물에 전달하기 위해 함께 사용
- 돌림판은 주축끝 나사부에 고정하며, 공작물에 고정한 돌리개를 거쳐 주축의 회전이 공작물에 전달된다
(7) 맨드릴( 심봉 )
기어, 벨트풀리 등의 소재와 같이 구멍이 뚫린 공작물의 바깥원통면이나 옆면을 센터 작업으로 가공할 때
구멍에 맨드릴을 끼워 고정시킨 다음 맨드릴을 센터로 지지
4. 바이트의 주요부
1. 경사각 : 윗면경사각은 직접절삭력에 영향을 주면 크면 절삭성이 좋고, 공작물의 표면도 깨끗하게 다듬어지지만 날끝이 약해짐
2. 여유각 : 바이트의 앞면 및 측면과 공작물의 마찰을 방지하기 위한 것이며 너무 크면 날이 약하게 된다.
5. 선반작업
(1) 절삭속도와 절삭깊이
1) 절삭속도
절삭속도는 바이트에 대한 공작물의 원둘레 또는 표면속도이며 선반가공의 경우에는 깎아질 공작물면 위에서 측정
2) 절삭깊이
바이트로 공작물면을 절삭하는 깊이이며 회전체이므로 가공전후 지름차의 1/2이다
(2) 테이퍼절삭방법
테이퍼는 한쪽지름이 크고 한쪽지름은 작은 원통형의 형상으로 절삭하는 방법이다.
테이퍼를 가공하는 방법은
- 심압대를 편위시키는 방법
- 복식공구대를 경사시키는 방법
- 테이퍼절삭장치를 이용하는 방법
- 총형바이트를 이용하는 방법
- 수치제어선반(NC선반)을 이용하는 방법
(3) 선반의 가공시간

선삭에서 공작물의 길이를 L이라하면 바이트가 1분동안 이송하는 거리를 회전수(N) X 이송(S or F)로 나타낸다.

'기계일반 > 기계공작법' 카테고리의 다른 글
| 챕터 7. 밀링머신 (0) | 2020.04.14 |
|---|---|
| 선반가공 문제 (0) | 2020.04.13 |
| 절삭이론 문제 (0) | 2020.04.11 |
| 챕터 5. 절삭이론 (0) | 2020.04.11 |
| 용접 문제 (1) | 2020.04.10 |