챕터 3. 측정기 및 수기가공
챕터 3. 측정기 및 수기가공
1. 측정기
(1) 측정의 종류
1) 직접측정
절대측정이라고도 하며 측정기에 새겨진 눈금으로 직접 그 크기를 읽을 수 있는 것으로 마이크로미터, 버니어캘리퍼스, 측장기, 각도자
하이트게이지가 이에 속한다.
장점
- 측정범위가 넓다.
- 직접판독이 가능하다.
- 다품종 소량의 측정에 유리하다
단점
- 판독자에 따라 치수가 다를 수 있다.
- 측정시간이 길다.
- 숙련된 기술이 필요하다
2) 비교 측정
기준치수로 되어 있는 표준편과 제품을 측정기로 비교하여 지침이 지시하는 눈금의 차를 읽어 측정하는 방법으로 다이얼게이지,
미니미터, 옵티미터, 옵티컬 컴퍼레이터, 전기마이크로미터, 공기마이크로미터, 전기저항스트레인 게이지, 길이 변위계가 이에 속한다.
장점
- 다품종 소량생산에 적합
- 높은 정밀도의 측정을 용이하게 함
- 피측정물의 형상측정, 공작기계의 정밀도 측정, 자동화 측정 등에 광범위하게 응용
단점
- 측정범위가 좁다.
- 기준이 되는 블록게이지 필요
- 직접피측정물의 치수를 읽을수 없다.
3) 간접측정
피측정물의 기하학적 관계를 이용하여 측정하는 방법을 말한다. 간접측정에는 사인바에 의한 각도측정, 삼침법에 의한
나사의 유효지름 측정, 롤러와 블록게이지를 이용한 테이퍼측정이 있다.
(2) 공차와 측정오차
1) 공차
공차 = 최대허용치수 - 최소허용치수
2) 측정오차
오차 = 측정값 - 참값
오차백분율(오차율) = 오차/참값 * 100%
1. 계통오차
반복성 조건을 유지하면서 같은 측정량을 무한히 측정하여 얻은 모평균에서 측정량의 참값을 뺀 것
ㄱ. 시차 : 측정기가 정확하게 치수를 지시하고 있을지라도 측정자의 부주의 때문에 생기는 오차
ㄴ. 계기오차 : 측정기의 구조, 측정압력, 측정온도, 측정기의 마모 등에 따른 오차
2. 우연오차 : 온도, 습도, 진동, 자기장, 전기장 등 자연현상에 의하여 생기는 오차
3. 과실오차 : 측정기의 취급부주의로 발생되므로 오차가 크게 발생되며 발생빈도는 비교적 드물다
3) 아베의 원리
표준자와 피측정물은 동일축선상에 있어야 한다라는 원리
4) 감도와 정도
1. 감도 : 현장에서 사용하고 있는 측정기들은 각 종류마다 피측정물의 변화량을 감지하는 정도
2. 정도 : 측정오차를 객관적으로 표시하기 위한 척도
ㄱ. 정확도 : 측정값이 참값으로부터 치우친 양의 수준
ㄴ. 정밀도 : 측정값의 흩어진 양의 수준
5) 측정방식
1. 영위법 : 피측정물의 측정량이 기준량과 완전히 평형시켰을 때 그 기준량의 값을 측정값으로 하는 방식
2. 편위법 : 측정량의 작용에 의해 측정기의 지침에 변위를 일으키고 이에 의해 측정값을 얻는 방식
3. 보상법 : 계기류로 측정해야 할 값과 표준값을 비교해서 양자의 근소한 차이를 정밀하게 측정하는 것
(3) 길이 측정
1) 버니어 캘리퍼스
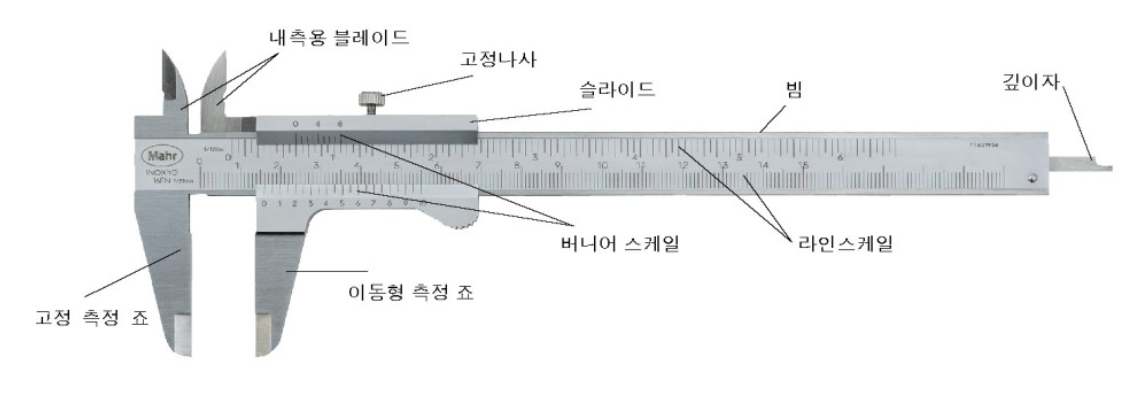
1. 측정 : 길이, 내경, 외경, 깊이, 두께, 높이를 측정할 수 있다.
2. 종류 : M형, CB형, CM형이 있다.
3. 아들자(부척)로 읽을 수 있는 최소 측정값(C)
어미자의 (n-1)눈금을 n 등분 한 것
2) 마이크로미터

구조 : 피치가 정확한 나사를 이용한 측정기로서 길이의 변화를 나사의 회전각과 지름에 의해 원주변에 확대하여 눈금을 새김으로서
작은길이의 변화를 읽을 수 있도록 한 측정기
3) 하이트게이지

1. 구조 : 대형부품, 복잡한 모양의 부품 등을 정반위에 올려놓고 정반면을 기준으로 하여 높이를 측정하거나 스크라이버 끝으로
금긋기 작업을 하는데 사용
2, 종류 : HT형, HB형, HM형
(4) 비교측정기
1) 다이얼게이지
측정자의 직선 또는 원호 운동을 기계적으로 확대하여 그 움직임을 지침의 회전변위로 변환시켜 눈금으로 읽을 수 있는 길이측정기
2) 옵티미터
빛지렛대를 사용한 콤퍼레이터로 측정자의 미세한 움직임을 광확적으로 확대한 장치
3) 미니미터
레버확대기구를 이용하여 수백, 수천배로 확대시키는 것
4) 공기 마이크로미터
미소량의 치수변화를 배출되는 공기량의 변화로 전환시켜 이것을 확대하여 지시되도록 한 것
5) 전기마이크로미터
보통 측정자의 기계적인 변위를 전기량으로 변환하여 지시계지침의 움직임으로 나타내는 측정기
(5) 게이지측정기
1) 블록게이지
길이측정의 기준으로 사용되고 있는 양단면이 높은 정밀도로 잘 가공된 단도기
2) 한계게이지
설계자가 허용하는 제품의 최대허용한계치수와 최소허용한계치수를 측정하는데 사용되는 게이지
3) 기타게이지류
1. 센터게이지 : 선반작업시 나사깎기바이트의 각도를 측정
2. 와이어게이지 : 각종 철강선의 굵기 및 박강판의 두께를 측정하며 번호로 표시
3. 틈새게이지 : 기계조립시 부품사이의 틈새에 삽입하여 틈새를 측정
4. 반지름게이지 : 공작물의 모서리부분에 있는 라운딩부분을 측정
5. 드릴게이지 : 직사각형 강판에 구멍이 뚫려 있어 드릴의 직경
6. 피치게이지 : 나사의 피치를 측정
7. 실린더게이지 ; 2점 접촉식에 의한 지침측미계를 이용한 내경측정기
(6) 각도측정
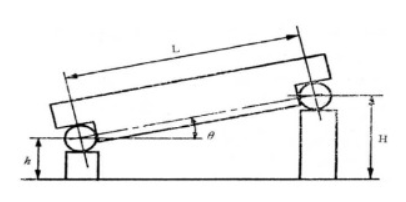
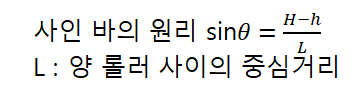
사인바
길이를 측정하여 직각삼각형의 삼각함수를 이용한 계산에 의하여 임의각의 측정 또는 임의각을 만드는 기구
(7) 평면측정
1) 옵티컬 플랫
광파간섭현상을 이용하여 평면도를 측정한다. 특히 마이크로미터 측정면의 평면도검사에 많이 쓰인다.
2) 스트레이트에지
강 및 철강제로 되어 있으며 금긋기용 공구의 하나
3) 수준기
기포관내의 기포의 위치에 의해 수평면에서 기울기를 측정하는데 사용되는 액체식 각도 측정기
4) 오토콜리메이터
수준기와 망원경을 조합한 것
(8) 표면거칠기의 측정
1) 표면거칠기의 측정방법
1. 표준편과의 비교측정법 : 비교용 표준편과 비교
2. 촉침법 : 촉침으로 피측정면을 긁어서 표먼거칠기를 읽음
3. 광파간섭법 : 요철의 높이가 1마이크로미터 이하의 미세한 표면의 거칠기 측정
4. 광절단법 : 단면의 형상을 광학적으로 관측해서 표면거칠기 측정
2) 표면거칠기 표시법
1. 최대높이 거칠기(Rmax)
2. 10점 평균거칠기(Rz)
3. 중심선 거칠기(Ra)
(9) 나사측정
1) 측정요소
바깥지름, 안지름, 골지름, 유효지름, 피치, 나사산의 각도
2) 유효지름의 측정
1. 나사마이크로미터
2. 삼침법 : d2 = M-3d+0.866025p ( M : 마이크로미터의 읽음값, d : 와이어지름, p : 피치, d2 : 유효지름 )
3) 공구현미경
2. 수기가공
(1) 손다듬질 작업순서
1) 금긋기 작업
1. 서피스게이지 : 정반위에 놓고 공작물에 평행선이나 공작물의 높이를 평행으로 긋는 기구
2. 정반 : 가공물에 기준선을 그을 때 사용
3. V블록 : 금긋기, 측정, 환봉에 드릴작업 등을 할 때 사용되는 공구
4. 직각자 : 직각으로 금긋기를 할때
5. 평형대 : 정확한 평행면 가공을 한 것
6. 스크루잭 : 복잡한 공장물의 지지에 사용
7. 펀치 : 중심을 표시하는데 사용
2) 절단작업
1. 쇠톱
2. 톱날의 재질 : 탄소공구강
3) 정작업
1. 정은 주로 따내는데 사용하며 크기는 날폭과 전체의 길이로 표시
2. 정의 재질 : 탄소공구강
3. 정 작업용 공구 : 정, 바이스, 해머
4. 바이스 : 일감을 고정할 때 사용하며 크기는 바이스 죠 폭으로 표시
4) 줄작업
1. 줄작업법의 종류
ㄱ. 직진법 : 정밀 다듬질
ㄴ. 사진법 : 거치른 다듬질
ㄷ. 횡진법(병진법) : 흑피제거
2. 줄의 크기 : 줄몸체의 길이
3. 줄눈금의 크기 : 1인치에 대한 눈금수
4. 줄의 재질 : 탄소공구강
5. 줄눈의 크기 : 황목, 중목, 세목, 유목의 순으로 작아진다.
6. 줄날의 형식 : 두줄날, 홑줄날, 라스프줄날, 곡선줄날
5) 스크레이퍼 작업
줄작업 또는 기계가공한 면을 더울 정밀하게 다듬질할 필요가 있을때
(2) 리머작업
리머는 드릴로 뚫은 구멍의 내면을 다듬어서 정확한 크기로 가공하는 공구
(3) 탭작업
탭이라는 공구를 사용하며 암나사를 가공하는 작업 ( 수나사를 가공하는 공구는 다이스라 한다 )
'기계일반 > 기계공작법' 카테고리의 다른 글
| 챕터 4. 용접 (0) | 2020.04.10 |
|---|---|
| 측정기 및 수기가공 문제 (0) | 2020.04.09 |
| 소성가공 문제 (0) | 2020.04.08 |
| 챕터 2. 소성가공 (0) | 2020.04.08 |
| 주조 문제 (0) | 2020.04.07 |